


Чертеж любой детали можно выполнить в трех осях: «x», «y» и «z». Трехмерная система координат позволяет описать положение любой точки в пространстве. Однако изготовить деталь на станке фрезерной группы, где рабочая часть режущего инструмента перемещается в трех осях, можно не всегда. Обработка объемных изделий сложной конфигурации требует дополнительной степени свободы при перемещении фрезы или заготовки, то есть создания дополнительной четвертой координатной оси.
Эту проблему решает установка поворотной оси на фрезерный станок с ЧПУ — самый простой и доступный по цене способ расширения производственного ассортимента. Дополнительный механизм с отдельным приводом позволяет выполнять фрезерование наружных поверхностей тел вращения.

Особенности и преимущества обработки в четырех осях
Обычная 3-х осевая обработка объемной детали предполагает крепление заготовки к поверхности рабочего стола. Возьмем в качестве примера простую деталь в форме куба, в которой нужно просверлить 2 глухих отверстия на взаимно перпендикулярных или противоположных гранях. Чтобы выполнить весь цикл обработки, после сверления первого отверстия необходимо остановить программу, и переустановить деталь. Смена базы подразумевает вероятность изменения положения заготовки после повторного закрепления. Другими словами, малейшая ошибка в позиционировании влечет за собой снижение точности вплоть до выхода из полей допусков.
Установка заготовки в поворотную ось позволяет выполнить переворот и не уйти с базы. В результате возрастает точность обработки, снижается количество брака. Для более сложных деталей количество изменений угла установки по четвертой оси не ограничено. Вращение заготовки в поворотной оси на деревообрабатывающем фрезерно-гравировальном станке с ЧПУ дает возможность изготавливать балясины, капители, резные ножки для мебели, статуэтки людей и животных с высокой детализацией, резные шахматные фигуры.
На 4-х координатных токарно-фрезерных обрабатывающих центрах, где поворотная ось считается обязательным элементом, с одной установки можно изготавливать шкивы, зубчатые колеса, и даже крыльчатки турбин и насосов.
Конструкция поворотной оси
Предшественницей поворотной оси на фрезерных станках с ручным управлением была универсальная делительная головка (УДГ). Это механическое приспособление устанавливается на рабочий стол и фиксируется струбцинами. Заготовка закрепляется в патроне, а при большой длине подпирается задней бабкой. При необходимости используются люнеты или другие промежуточные опоры. Поворот может выполняться на равные или неравные углы в зависимости от настройки головки.
В УДГ используется дифференциальное деление. Рукоятка связана с осью заготовки через червячный редуктор, а тот в свою очередь — с диском через набор шестерней. Станки с механическими делительными головками работают в двух режимах:
- Позиционная обработка, когда головка используется для изменения положения заготовки, а при фрезеровании угол установки не меняется.
- Непрерывная обработка — привод делительной головки имеет кинематическую связь с механизмами перемещения по остальным трем осям. То есть, во время работы станка происходит относительное перемещение режущего инструмента по всем 4-м осям.
Поворотная ось с ЧПУ унаследовала от УДГ механизм крепления заготовки (кулачковый патрон), заднюю бабку и оба режима обработки. Дополнительно ряд элементов был изменен, благодаря чему удалось уйти от целого ряда существенных недостатков головки:
- Настройка стала значительно проще. Не нужно выполнять сложные расчеты, менять комплекты шестерней и путаться в отверстиях на делительном диске. Настройки задаются в программной среде, а эмуляцию обработки можно посмотреть на мониторе в реальном времени или сохранить в файл видео.
- Расширились возможности обработки. Все механизмы перемещения, в том числе и поворотная ось, оснащены индивидуальными приводами и не имеют между собой кинематической связи. При непрерывной обработке на станке с ЧПУ можно задать вращение с постоянной скоростью, а перемещение по остальным осям выполнять с ускорениями.
- Увеличилась точность установки угла. Зазоры в зубчатых передачах, червячной паре, отверстиях делительного диска в процессе эксплуатации головки постоянно увеличиваются. Приводы поворотных осей конструктивно проще, в них используются другие виды механических передач, в которых практически нет люфтов. Гидравлическая или пневматическая фиксация оси при позиционной обработке не даст ей провернуться ни на микрон даже при экстремально высоких подачах.

Механизмы поворота заготовок различаются конструкцией. Рассмотрим их основные элементы.
Патрон
Кулачковые патроны различаются диаметром и высотой от оси до рабочего стола. От этих параметров зависят максимальные габариты заготовки. Также они различаются количеством кулачков:
- Трехкулачковый патрон.
- В него удобно устанавливать заготовки симметричного сечения: круглые, квадратные, шестигранные и т. п. Трехкулачковые патроны — самоцентрирующиеся, то есть сводятся синхронно.
- Четырехкулачковый патрон.
- Он может быть самоцентрирующимся или с индивидуальной настройкой кулачков.
Последняя разновидность подходит для установки несимметричных заготовок.
Механика привода
Для понижения частоты вращения, увеличения крутящего момента на валу двигателя и повышения разрядности (последнее относится к шаговым приводам) в поворотных осях используются механические передачи. Большинство производителей предлагает следующие варианты:
- Ременная передача.
- Состоит из пары шкивов и ремня. Передаточное отношение обычно составляет 1:4 … 1:8. Используется зубчатый ремень, который, в отличие от поликлиновых и плоских, не проскальзывает по шкивам, что исключает ошибки в установке. Поворотная ось с ременной передачей лучше всего подходит для позиционной обработки деталей. Ремень имеет свойство растягиваться под нагрузкой. Предупреждаем, что попытка использовать ее в качестве токарного шпинделя на твердых заготовках приведет к повышенной вибрации, появлению шагрени, а при недостаточной мощности двигателя — к пропуску шагов.
- Волновой (гармонический) редуктор.
- Состоит из жесткого и гибкого зубчатых колес с разным количеством зубьев и генератора волн — механизма, который деформирует гибкое колесо. Волновые редукторы имеют высокие передаточные отношения 1:80 … 1:200 и работают практически без люфтов. Поворотные оси с такими приводами справляются с деревом и полимерами, а также с более твердыми материалами в режиме непрерывной обработки.

Электродвигатель
Этот элемент бывает двух разновидностей:
- Шаговый.
- Двигатель с последовательными дискретными перемещениями и фиксацией в заданных положениях считается одним из лучших решений для поворота на заданный угол. Наиболее распространенные в машиностроении высокомоментные двигатели имеют шаг 1,8° (200 шагов на оборот) и 0,9° (400 шагов на оборот). В паре с волновым редуктором с передаточным отношением 1:100 количество шагов на оборот кулачкового патрона будет составлять 20 и 40 тысяч соответственно. Это дает точность, достаточную для выполнения большинства операций фрезерования.
- Сервомотор.
- Представляет собой обычный двигатель с датчиком угловых перемещений и обратной связью. Сервомоторы для поворотных осей комплектуются цифровыми блоками управления, которые обеспечивают впечатляющие точность установки и скорость реакции на управляющий сигнал. Приводы такой конструкции отличаются высокими крутящими моментами и сниженным уровнем вибрации.
Управление четвертой осью
Для большинства станков с ЧПУ поворотная ось — опция. Поэтому контроллер системы управления должен иметь свободный канал для ее подключения. В большинстве ЧПУ с поддержкой четвертой оси он маркируется буквами «a» или «b». Перед тем как купить 4-ю ось, нужно убедиться, что ЧПУ станка поддерживает работу с ней.

Станки MULTICUT с поворотной осью
Компания MULTICUT является одним из первых в России производителей фрезерно-гравировальных станков, совместимых с дополнительной координатной осью.
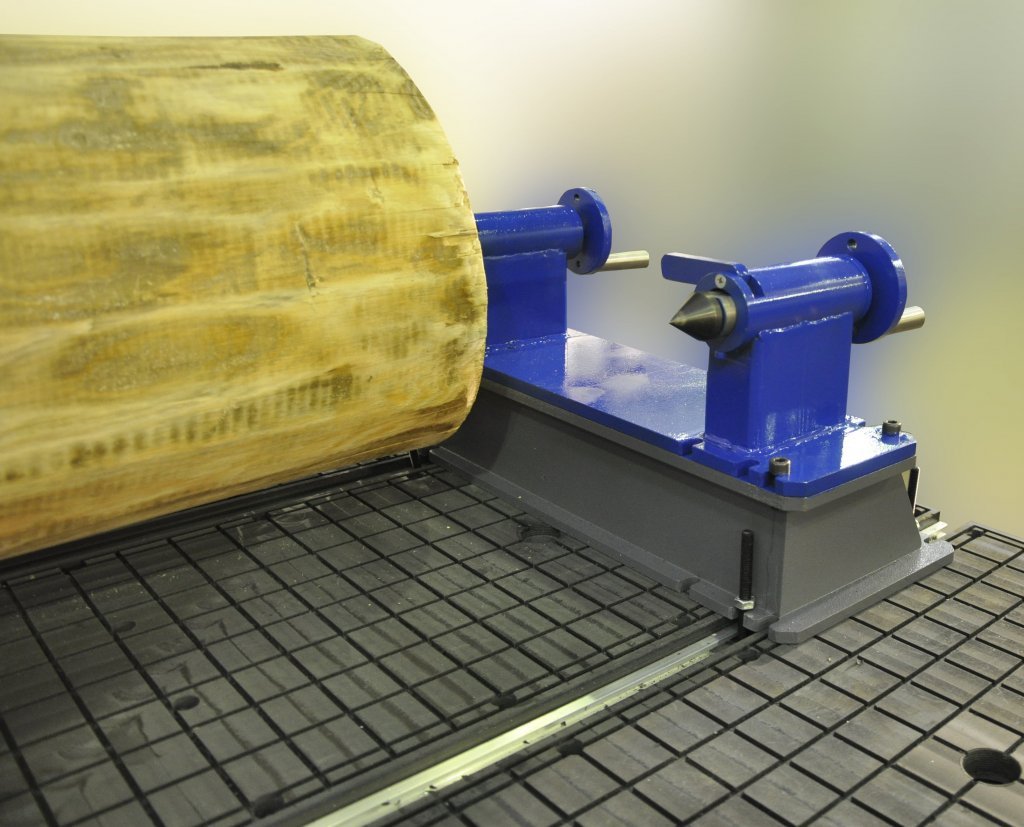
Обратите внимание на серию станков 4400. Они предназначены для раскроя листовых материалов, фрезерных и гравировальных работ высокой сложности. В этой серии станков поворотная ось включена в базовую комплектацию. Система ЧПУ обеспечивает полный контроль всех осей в режимах непрерывной и позиционной обработки. В состав механизма поворота заготовки входят передняя бабка с двумя патронами и задняя бабка с двумя центрами. Передняя и задняя бабки фиксируются винтами. Точность изготовления механизма и идеально ровный рабочий стол станка обеспечивают соосность установки.
Для серий 4000 и 5000 поворотная ось может быть приобретена отдельно. Мы гарантируем полную совместимость станка и дополнительного приспособления, синхронную и точную работу всех механизмов перемещения. Заказчик может выбрать исполнения поворотного механизма с шаговым двигателем или сервоприводом. Максимальный диаметр обрабатываемой заготовки составляет 150 или 300 мм (в зависимости от высоты портала).
Для написания управляющих программ мы рекомендуем использовать следующие продукты: ArtCAM, SprutCAM, Vectric VCarve Pro или Rino.
Получить консультации по выбору поворотной оси, программированию обработки и другим вопросам, связанным с эксплуатацией станков MULTICUT, можно у наших сотрудников. Позвоните нам или отправьте свои вопросы на электронную почту.




